



一般的なダイカスト法は、普通ダイカスト法と呼ばれ、非常に多くの製品を生産している。しかし、高速で射出し、短時間で凝固するため、製品内部に鋳巣(巻き込み巣、ひけ巣)を発生させ、気密性、T6処理性など品質的に十分とは言えない。そこでより高い品質をねらって下記の図に示すような特殊ダイカスト法が使用されている。
特殊ダイカスト法の期待できる効果| 真空ダイカスト法 | 無孔性 ダイカスト法 |
局部加圧 ダイカスト法 |
アンダーカット 成形法 |
|
| 巻き込み巣(ブローホール) | ○ | ○ | ||
|---|---|---|---|---|
| ひけ巣 | ○ | |||
| アンダーカット形状 | ○ | |||
| 熱処理(T6)の可否 | ○ | ○ | ||
| 溶接の可否 | ○ | ○ |
(○印は優又は適用可)
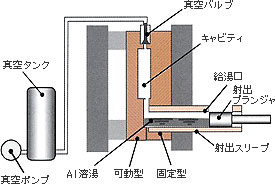
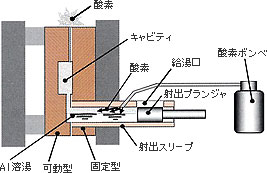
| キャビティ内を減圧してダイカストする方法。到達する真空度に応じて種々の方法があるが、真空度の保持と射出のタイミング制御が重要である。最近では給湯方法やシール方法を工夫して10kPa以下の真空度でダイカストし、T6熱処理や溶接が可能になってきた。 | 溶湯を射出する前にキャビティ、ランナー、射出スリーブ内を活性ガス(主として酸素)で置換する方法。酸素は溶湯合金との酸化反応により、キャビティ部が減圧状態となり、気孔の少ないダイカストが得られる。耐圧性に優れ、T6熱処理や溶接が可能である。 | |
 |
 |
|
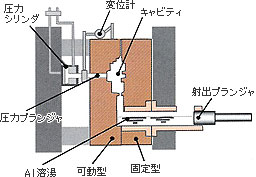
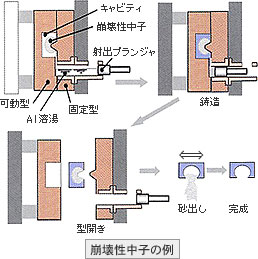
| キャビティ内に溶湯を充填完了後、凝固過程中にキャビティ内の一部を直接加圧する方法。直接加圧することにより凝固収縮相当量の溶湯を部分的に補給できるため、ひけ巣の少ない高品質なダイカストを得ることができる。二段加圧や部分加圧とも呼ばれる。 | 鋳造後に取り出すことのできる置き中子を用いてアンダーカットのあるダイカストを製造する方法。置中子には砂に特殊なコーティングを施した崩壊性砂中子や塩類を用いて鋳造後に水に溶解させる可溶性中子などがある。アンダーカット成形が可能な砂型、金型、低圧鋳造などの他の工法に比較して、寸法精度、鋳肌の平滑さ、鋳抜き穴の容易さ、生産性などの点で優位である。 | |
 |
 |
|
(社)日本ダイカスト協会 資料より
![]()